Una colección de procesos de fabricación de moldes, estándares, procesos y casos.
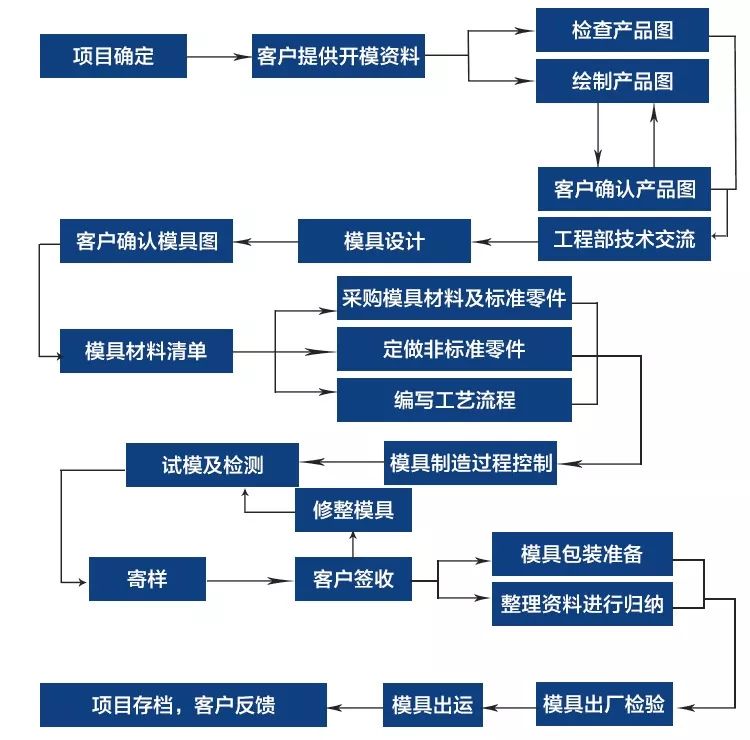
El diagrama de flujo del proceso es el siguiente:
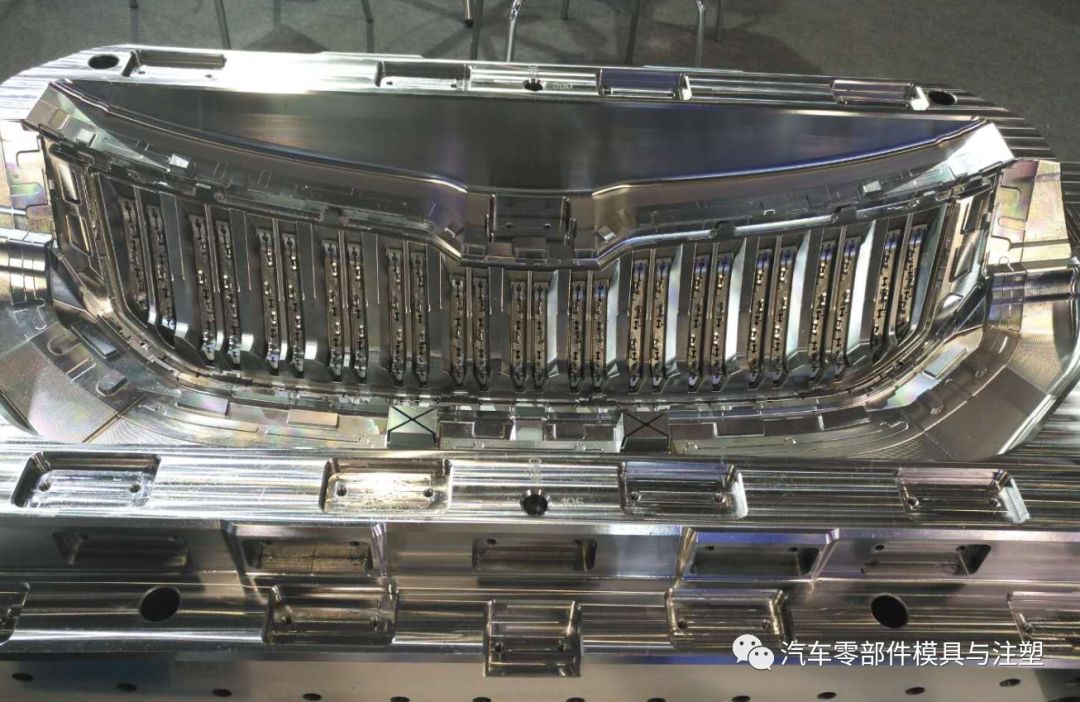
Todo tipo de herramientas y productos utilizados en nuestra producción y vida diaria, desde la base de la máquina herramienta y la carcasa del cuerpo hasta la carcasa de un tornillo de cabeza de embrión, botón y varios electrodomésticos, están estrechamente relacionados con el molde. La forma del molde determina la forma de estos productos, y la calidad y precisión del molde también determina la calidad de estos productos. Debido a los diferentes materiales, apariencia, especificaciones y usos de varios productos, los moldes se dividen en moldes no plásticos, como moldes de fundición, moldes de forja, moldes de fundición a presión, moldes de estampado y moldes de plástico.
En los últimos años, con el rápido desarrollo de la industria del plástico y la mejora continua de la resistencia y precisión de los plásticos generales y de ingeniería, la gama de aplicaciones de productos plásticos también se está expandiendo, como: electrodomésticos, instrumentación, equipos de construcción, industria automotriz, hardware diario y muchos otros campos, La proporción de productos de plástico está aumentando rápidamente. Una pieza de plástico bien diseñada a menudo puede reemplazar múltiples piezas de metal tradicionales. La tendencia de la plastificación de productos industriales y productos diarios está en aumento.
1, la definición general del molde: en la producción industrial, con una variedad de prensas y herramientas especiales montadas en la prensa, a través de la presión de materiales metálicos o no metálicos para producir la forma deseada de piezas o productos, esta herramienta especial se conoce colectivamente como el molde.
2, descripción del proceso de moldeo por inyección: el molde es una herramienta para la producción de productos plásticos. Consiste en varios conjuntos de piezas, esta combinación tiene una cavidad de moldeo. Durante el moldeo por inyección, el molde se sujeta en la máquina de moldeo por inyección, el plástico fundido se inyecta en la cavidad de moldeo y se enfría y se forma en la cavidad. Luego, los moldes superior e inferior se separan, y los productos se expulsan de la cavidad del molde y se dejan el molde a través del sistema de expulsión. Finalmente, el molde se cierra de nuevo para el siguiente moldeo por inyección. Todo el proceso de moldeo por inyección se lleva a cabo circularmente.
3, la clasificación general del molde: se puede dividir en molde plástico y molde no plástico:
1) Los moldes no plásticos incluyen: moldes de fundición, moldes de forja, moldes de estampado, moldes de fundición a presión, etc.
A. Molde de fundición-grifo, plataforma de hierro de cerdo B. Forja de la carrocería del molde-coche C. Estampado molde-panel de computadora D. Molde de fundición a presión a troquel-aleación estupenda, bloque de cilindro
2) molde de plástico de acuerdo con el proceso de producción y la producción de diferentes productos se dividen:
A. moldeo por inyección de moldo-TV shell, botón del teclado (más comúnmente utilizado) B. molde que sopla del aire-botella c. de la bebida. molde de moldeo por compresión-interruptor de baquelita, tazón de porcelana científica d. productos molde-integrados e del circuito del moldeado de la transferencia. molde de moldeo por extrusión-tubo de pegamento, bolsa de plástico f. termoformado molde-moldeo transparente embalaje shell g. molde de moldeo de rotación-juguete de muñeca de pegamento suave
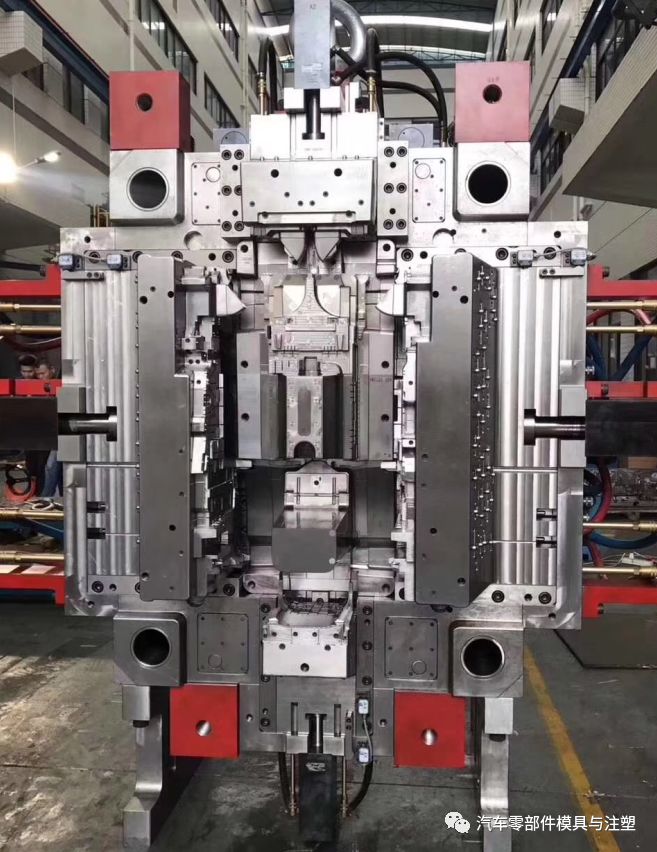
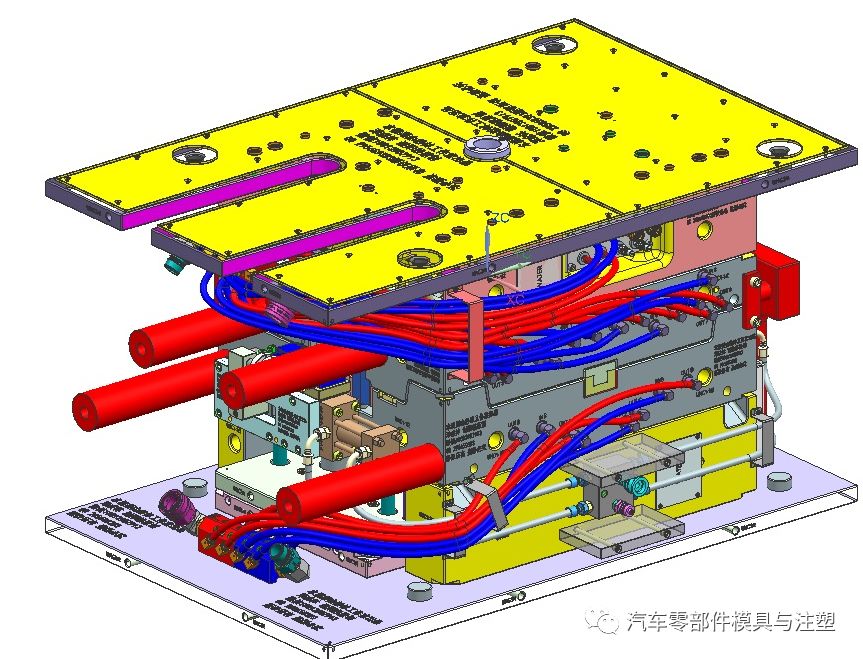
El molde de inyección se compone de varias placas de acero con varias partes, que se dividen básicamente:
Un dispositivo de moldeo (matriz hembra, matriz macho), dispositivo de posicionamiento B (poste de guía, manguito de guía), dispositivo de fijación c (placa I, pozo de troquel de código), sistema de enfriamiento d (orificio de transporte de agua), sistema de temperatura constante e (tubería de calefacción, cable de calefacción), f sistema de canal de flujo (orificio de la boquilla, Ranura del canal de flujo, orificio del canal de flujo), g sistema de expulsión (dedal, palo superior)
Con el fin de garantizar la racionalidad y la consistencia de la tecnología de producción y procesamiento de moldes, optimizar la tecnología de procesamiento y mejorar el progreso de la producción de moldes, cada fábrica de moldes generalmente formulará estándares de proceso adecuados para la fábrica. Este documento proporciona un estándar de referencia.

1. El artesano compila la tarjeta de artesanía
Al compilar la tarjeta de proceso, el artesano deberá indicar en detalle la reserva de procesamiento, la orientación de la reserva, los requisitos de rugosidad y los asuntos que requieren atención en la tarjeta de proceso.
Principio de preparación de la tarjeta de proceso de procesamiento: para garantizar la precisión y la calidad de la premisa, la prioridad es utilizar equipos de alta eficiencia de procesamiento. La eficiencia de procesamiento de la fresadora, el CNC y la rectificadora es más rápida que la del corte de alambre y el pulso eléctrico, especialmente la eficiencia de procesamiento del pulso eléctrico es la más lenta. Las cotas en el dibujo no se pueden cambiar a voluntad (sólo los técnicos pueden cambiarlas).
2. Principio de reserva de procesamiento
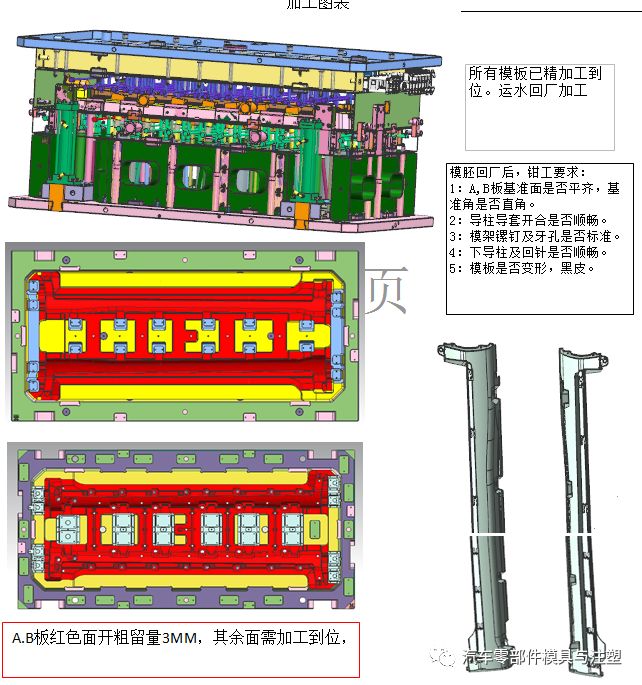
Para piezas de trabajo que requieren tratamiento térmico, se agregan 0,25mm de margen de amoladora en un lado del tamaño de preparación del material de contorno antes del tratamiento térmico, se reservan 0,2mm de margen unilateral para piezas que requieren mecanizado CNC en bruto de núcleos de matriz e insertos, 0,3-0,5mm de asignación unilateral se reserva para el fresado en bruto del contorno por la fresadora de ajuste, 0,05mm de asignación unilateral se reserva para piezas de trabajo que requieren mecanizado de amoladora después del corte de alambre, y 0,1mm de asignación de molienda se reserva para forma áspera. Acabado CNC, pulido de espejo después del pulso eléctrico, deje un margen de pulido de 0,03mm en un lado.
Curso de diseño y estructura de modelos de automóviles: se lanzó el 1 de julio
3. requisitos de precisión de mecanizado
La precisión de fabricación del tamaño del molde debe estar en el rango de 0.005 ~ 0,02mm; Se requiere que la vertical esté en el rango de 0,01 ~ 0,02mm; Se requiere que la coaxialidad esté en el rango de 0,01 ~ 0,03mm; Se requiere que el paralelismo de los planos superior e inferior de las superficies móviles y fijas de separación del troquel esté en el rango de 0,01 ~ 0,03mm.
Después de cerrar el molde, el espacio entre las superficies de separación es menor que el valor de desbordamiento del plástico moldeado. Se requiere que el paralelismo de las otras superficies de acoplamiento de la plantilla esté dentro del rango de 0,01 ~ 0,02mm; La precisión de coincidencia de la parte fija generalmente está dentro del rango de 0,01 ~ 0,02mm. Si no hay ningún requisito para la inserción del núcleo pequeño o la influencia en el tamaño no es grande, es preferible un ajuste de holgura bilateral de 0,01 ~ 0,02mm. La precisión de coincidencia de la parte deslizante es generalmente H7/e6, H7/f7 y H7/g6.
Nota: Si hay un inserto con un escalón colgante en la superficie del espejo, el ajuste no debe ser demasiado apretado, de lo contrario, la herramienta utilizada para golpear dañará fácilmente la superficie del espejo cuando el inserto se golpee desde la superficie frontal. Si el tamaño del producto no se ve afectado, el ajuste de la holgura entre los dos lados es de 0,01 ~ 0,02mm.
4. principio de eliminación de electrodos CNC
El núcleo de la cavidad del molde primero debe eliminar el electrodo principal de apariencia, luego eliminar otros electrodos principales y finalmente eliminar el electrodo local; Se considerará el procesamiento general del electrodo de apariencia de molde fijo. Para los lugares donde no se borra el ángulo CNC, se debe utilizar el corte de alambre para despejar el ángulo, de modo que la superficie fija de apariencia del molde esté completa y no haya marcas de unión. Las costillas de refuerzo, las costillas y los pilares con poca diferencia en la profundidad del molde móvil se pueden procesar juntos en un electrodo tanto como sea posible; las costillas más profundas deben insertarse, y el lado del electrodo debe perforarse por separado para evitar la deposición de carbono durante el pulso eléctrico. El electrodo de troquel móvil no debe cortarse con alambre después del fresado CNC. Si es necesario, el electrodo debe ser desmontado o cortado por alambre directamente. El intervalo entre las costillas y las posiciones del troquel móvil o los pilares supera los 35mm, lo que debe hacerse por separado para ahorrar cobre.
La posición de la chispa de desbaste del electrodo grande es de 0,3mm en un lado, y la posición de la chispa de acabado es de 0,15mm en un lado; la posición general de la chispa de desbaste del electrodo es de 0,2mm en un lado, y la posición de la chispa de acabado es de 0,1mm en un lado; la posición de la chispa de desbaste del electrodo pequeño es 0,15mm en un lado, Y la posición de chispa de acabado es de 0,07mm en un lado.
5. principios de mecanizado CNC
Si la apariencia del producto lo permite, se prefiere que el núcleo de la cavidad del molde que se puede terminar con CNC sea mecanizado por CNC, y si la apariencia del producto lo permite, el núcleo de la cavidad del molde que no se puede terminar en su lugar es procesado por CNC, y si el electrodo no se puede procesar en su lugar, Es procesada por pulso eléctrico.
6. tecnología de procesamiento de núcleo de molde dinámico y estático
1) Preparación de los materiales;
2) Procesamiento de la fresadora: agujeros de perforación de transporte de agua (la parte más profunda del tapón del orificio de transporte de agua está a 3-4mm del orificio de transporte de agua horizontal), agujeros de rosca, agujeros de perforación y roscado, agujeros de perforación y escariado, número de molde, ángulo de referencia y mesa colgante que da paso;
3) Mecanizado CNC: mecanizado en bruto;
4) procesamiento de tratamiento térmico: indicar los requisitos de dureza;
5) procesamiento de la máquina de molienda: molienda cuadrada de seis lados, cuya forma está alineada con el tamaño del marco correspondiente (si la dimensión de la forma de un núcleo de molde es mm-0.05mm que el tamaño del dibujo en menos 0,03, si la dimensión de la forma de los dos núcleos de molde es dos, La dimensión de la forma de la dirección combinada de los dos núcleos de molde es mm-0.05mm que el tamaño del dibujo en menos 0,03). 0,01, ∥ 0,01, la parte que se puede formar mediante la máquina rectificadora debe estar formada;
6) Si se requiere un acabado CNC para los núcleos de matriz, se organizará el acabado CNC. Si hay fuentes y números de troquel en la cavidad, se requerirá la rotulación;
7) Procesamiento de corte de alambre: agujero de inserción de procesamiento de alambre medio, agujero superior inclinado, agujero de pasador superior, agujero de boquilla, etc;
8) Mecanizado de descarga eléctrica: mecanizado único según el dibujo y la indicación de pulso;
9) Pulido: Anote la rugosidad y los requisitos de pulido en la tarjeta de flujo del proceso, y marque el área de pulido con un rotulador en la pieza de trabajo. Si hay un requisito de espejo, si el ciclo es demasiado tarde, se puede llevar a cabo el pulido áspero antes del pulido fino;
10) Asamblea;
11) Probar el modelo.

7. tecnología de procesamiento de inserto de cuerpo principal
1) Preparación del material: el artesano define si procesar una sola pieza o varias piezas juntas de acuerdo con el tamaño y la forma de la pieza de trabajo. Si se procesan varias piezas juntas, el artesano necesita mapear la clasificación de procesamiento de la pieza de trabajo;
2) Procesamiento de la fresadora: los instaladores procesan de acuerdo con el dibujo de la pieza de trabajo o el dibujo de clasificación producido por el artesano, perforan el orificio de transporte de agua (la parte más profunda del tapón del orificio de transporte de agua está a 3-4mm del orificio de transporte de agua horizontal), orificio de rosca, taladro y toque el agujero del tornillo, Perforar y ream el agujero de la aguja superior, abrir la parte de formación aproximadamente, numerar el molde y dar paso a la mesa colgante;
3) Mecanizado CNC: si la pieza de trabajo necesita desbaste CNC, organice el desbaste CNC;
4) procesamiento de tratamiento térmico: indicar los requisitos de dureza;
5) Procesamiento de la máquina de molienda: molienda cuadrada de seis lados, la parte que puede formarse por la máquina de molienda debe ser molida y formada;
6) Si se requiere acabado CNC para piezas de trabajo, se debe organizar el acabado CNC. Si los insertos tienen fuentes y números de modelo, se requerirá la rotulación;
7) procesamiento de corte de alambre: agujero de inserción de procesamiento de alambre, agujero superior inclinado, agujero superior, etc;
8) Mecanizado de descarga eléctrica: mecanizado único según el dibujo y la indicación de pulso;
9) Pulido: Anote la rugosidad y los requisitos de pulido en la tarjeta de flujo del proceso, y marque el área de pulido con un rotulador en la pieza de trabajo. Si hay un requisito de espejo, si el ciclo es demasiado tarde, se puede llevar a cabo el pulido áspero antes del pulido fino;
10) Asamblea;
11) Probar el modelo.
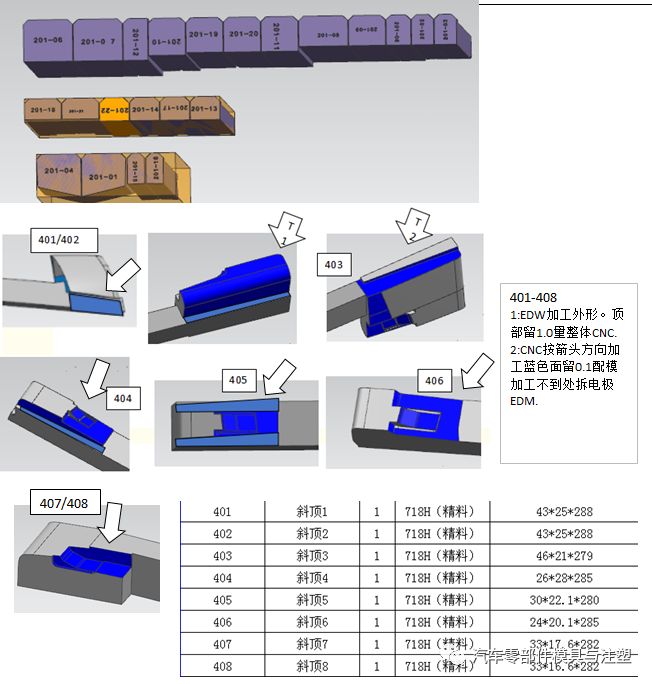
8. tecnología de procesamiento de inserción de forma especial:
Proceso 1:
1) Procesamiento de corte de alambre: cortar la dimensión externa del corte de alambre medio es preciso (vista A/B), pestaña de tirar, máquina de molienda con asignación de espesor y engrosamiento de la parte de formación;
2) Procesamiento de la máquina de molienda: espesor de molienda, pendiente, formación;
3) mecanizado de descarga eléctrica;
4) Procesamiento de pulido.
Proceso 2:
1) Procesamiento de corte de alambre: forma de corte de alambre medio, agujero de inserción, agujero de alfiler superior, corte de dimensión (ver C), mesa colgante y lugar de formación de espesor abierto;
2) Procesamiento de la máquina de molienda: altura de molienda, mesa colgante, pendiente, formación;
3) mecanizado de descarga eléctrica;
4) Procesamiento de pulido.
9. Tecnología de procesamiento de inserción simple
1) Procesamiento de corte de alambre: molinillo de forma de corte de cable rápido (vista A/B), pestaña de extracción, molinillo de asignación de espesor;
2) Muela las dimensiones generales, muele la mesa colgante, la pendiente y la forma;
3) mecanizado de descarga eléctrica;
4) Procesamiento de pulido.

10. Tecnología de procesamiento de inserción redonda
1) molienda sin cense: las dimensiones generales de la molienda;
2) Procesamiento de molinillo: limpieza de ángulo en la mesa colgante;
3) Corte de alambre: longitud rápida de corte de alambre (se deja un asignación de molinillo de 0.1 mm en un lado), se cortan los agujeros y los orificios de escape en la parte superior;
4) Procesamiento de la máquina de molienda: longitud de molienda, formación.
11. Tecnología de procesamiento superior inclinada
1) Procesamiento de corte de alambre: forma de corte de alambre medio, molienda de cabeza con un subsidio para insertar superficie, molienda con subsidio para otras dimensiones, molienda con asignación de espesor de pestaña y máquina de molienda con ranura en forma de I;
2) Procesamiento de la máquina de molienda: espesor de molienda, ranura I;
3) ensamblaje;
4) pulso;
5) pulido;
6) Rango de aceite abierto de la máquina de fresado.
12. Tecnología de procesamiento de asiento superior inclinado
1) Preparación del ajuste: 1.5 mm para altura, 0.5 mm para ancho y 5 mm para la longitud;
2) Procesamiento de la máquina de fresado: perforación y agujeros de tornillo de perforación;
3) procesamiento del tratamiento térmico;
4) Procesamiento de la máquina de molienda: molienda cuadrado de seis lados, tamaño de tamaño de ancho;
5) Corte de alambre Procesamiento de cable de cable Rango en forma de I, pestaña de extracción, máquina de molienda de asignación de espesor, la dimensión de altura es de 1.2 mm;
6) Procesamiento de la máquina de molienda: dimensiones de la máquina de molienda, equipadas con placa de dedos, la dimensión de altura es de 1 mm.
13. Tecnología de procesamiento del bloque de guía superior inclinado
1) Procesamiento de corte de línea: forma de corte de alambre rápido, dejando un molinillo reservado;
2) Procesamiento de la máquina de molienda: molienda de seis lados, las dimensiones generales de la molienda;
3) Procesamiento de la máquina de fresado: orificio de roscado, orificio del tornillo;
4) Procesamiento de corte de línea: orificio de guía superior inclinado de corte rápido.
14. Tecnología de procesamiento del asiento de diapositivas
1) Preparación de los materiales;
2) Procesamiento de la máquina de molienda: molienda de seis lados, las dimensiones generales de la molienda;
3) Procesamiento de la máquina de fresado: perforación a través de orificios de alambre, perforaciones y agujeros de tornillo de tocado;
4) Procesamiento de corte de alambre: procesamiento rápido de alambre oriental guía oblicuo;
5) Acabado de CNC: fresado el tamaño de la parte de formación.
15. Tecnología de procesamiento de la briqueta
1) Preparación de los materiales;
2) Procesamiento de la máquina de fresado: taladrar tornillo a través de agujeros y abrir la parte de formación (unilateral reservado 0.3-0.5, molinillo);
3) Procesamiento de la máquina de molienda: molienda cuadrada de seis lados, molienda precisa de dimensiones externas, formando.
16. Tecnología de procesamiento del bloque de bloqueo
1) Preparación de los materiales;
2) Procesamiento de la máquina de molienda: molienda de seis lados, las dimensiones generales de la molienda;
3) procesamiento de corte de cables; formación de alambre rápido;
4) Procesamiento de la máquina de fresado: perforaciones y agujeros de tornillo de perforación.

17. Principio de mecanizado del agujero del eyector
Arriba φ3 (incluyendo φ3, φ4, φ5, φ6) El procesamiento del orificio del eyector adopta la perforación y el montaje de la máquina de fresado; Por debajo de φ3 o orificio del eyector no estándar, procesamiento de corte de alambre, la parte inferior para evitar vacío.
18. Principios de procesamiento de orificios de cables
Cuando todo tipo de agujeros deben procesarse mediante corte de alambre, cuando la circunferencia de la pared interna es mayor que φ3 (incluido φ3), el orificio del cable debe perforarse.
19. El procesamiento de la marca registrada y la necesidad de lanzar el molde del espejo
1) La asignación se dejará en la marca registrada después de la fresación de acabado de CNC del núcleo del molde;
2) Corte de alambre Procesamiento de cables: orificio de inserción de marca registrada;
3) mecanizado de descarga eléctrica: la profundidad de la tabla colgante es precisa;
4) Equipado con el núcleo de marca registrada y el accesorio de instalación;
5) el pulso residual en la marca registrada se nivelará; ⑥ pulido.
20. Tecnología de procesamiento de base de moho
1) Procesamiento de la máquina de fresado: bisea el marco interno, los orificios de los tornillos de perforación, los orificios de los pasadores, los orificios de la vía fluvial, la copa de la puerta a través de los orificios y el orificio superior inclinado a través de los orificios;
2) Mecanizado CNC: Control de la taza de vertido de fresado, orificio de asiento superior inclinado, orificio de bloques de guía, ranura de hileras, placa de molde de corredor caliente A necesita mecanizado CNC, procesamiento de grabado en el pie de moho.
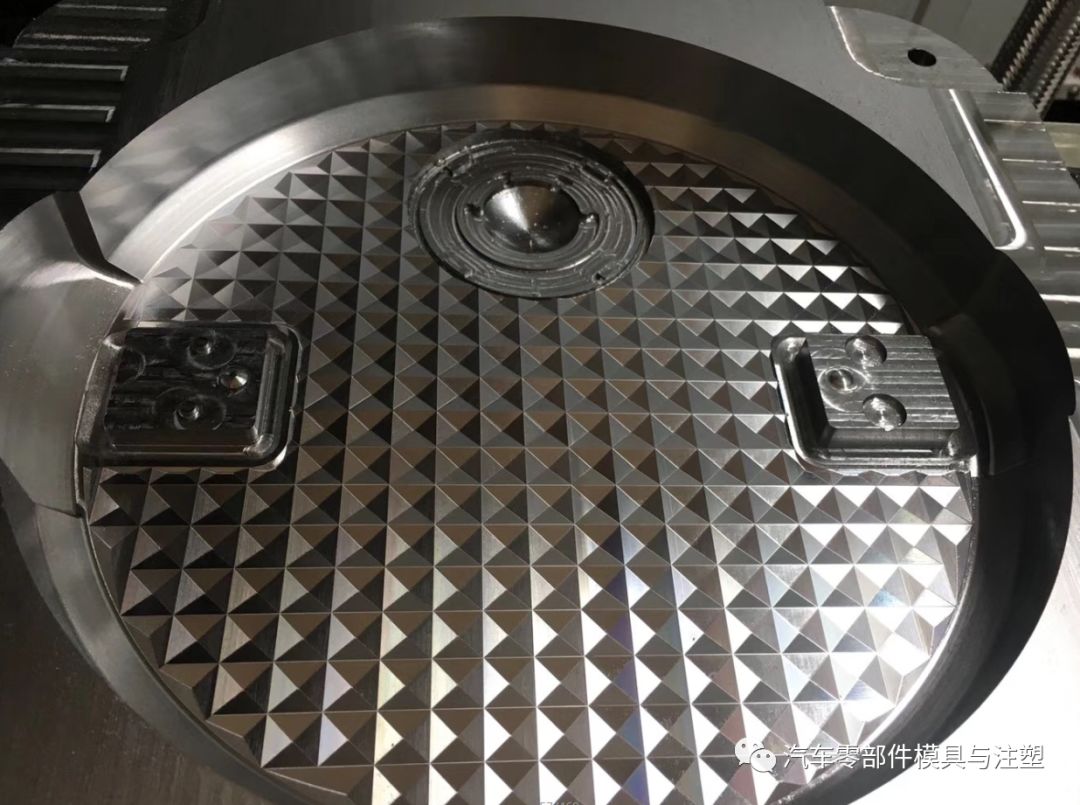
21. Tecnología de procesamiento posterior al molde del marco de montaje con costillas de refuerzo en forma de red
Este tipo de marco de montaje después del procesamiento de la posición de la costilla de molde de acuerdo con diferentes categorías de moho, elija diferentes tecnología de procesamiento.
1) Usamos directamente todo el electrodo para un tipo de molde para garantizar la unidad del producto;
2) Cuando se selecciona la tecnología de procesamiento de un molde sin tipo, se puede asignar de acuerdo con la cantidad real de procesamiento. El electrodo puede dividirse o integrarse. Si la posición de la costilla es a través de la ranura, el cable se puede cortar primero y luego el molinillo se puede refinar.

22. Necesita accesorio de corte o electrodo, pieza de trabajo de pulso por lotes
Para algunas piezas de trabajo (como el núcleo de la toma de dos plugas multifunción), se requiere accesorio de corte o electrodo de alambre. El flujo de procesamiento de piezas de trabajo de pulso por lotes es el siguiente:
1) CNC fuera de la tabla de clasificación;
2) dibujo de corte de alambre de acuerdo con el tamaño del accesorio de procesamiento o electrodo;
3) Después de completar el proceso de corte de cables, si el electrodo debe procesarse CNC, el electrodo se entregará al CNC y el accesorio se entregará al ajustador;
4) electrodo de mecanizado CNC y diagrama de descarga;
5) mecanizado de pulso;
6) pulido.
23. Cálculo de la altura de la columna de soporte
La altura de la columna de soporte por debajo del 3030 del formulario es 0.08-0.1 mm más alta que el pie de trabajo, 0.1 mm más alto que el 3030, 0.1-0.12 mm más alto que el 3535 y 0.12-0.15 mm más alto que el 3535.
24. La tecnología de procesamiento de dedos
φ 2 y por encima de la máquina de corte de la máquina de corte de la máquina de corte, la máquina de molienda, la máquina de molienda de procesamiento de la longitud de procesamiento del tamaño del tamaño (procesamiento propio de Fitter); El tamaño de procesamiento de corte de alambre de dedos debajo de φ 2 es preciso. El dedal plano y el barril se realizarán mediante la máquina de molienda de alquiler de longitud de corte de alambre; La máquina de molienda se utilizará para su procesamiento, y la longitud y la dimensión deben estar en tierra con precisión.
1. EDM
(1) Principio básico
EDM es un método de procesamiento especial que utiliza la erosión eléctrica generada por la descarga de pulso entre los dos polos sumergidos en el fluido de trabajo para eliminar materiales conductores, también conocidos como mecanizado de descarga o mecanizado de erosión eléctrica, inglés para mecanizado de descarga eléctrica, denominado EDM.
(2) Equipo básico: máquinas herramientas EDM.
(3) Características principales
Puede procesar materiales y piezas de trabajo con formas complejas que son difíciles de cortar mediante métodos de corte ordinarios; Sin fuerza de corte durante el procesamiento; No se producen rebabas, marcas de herramientas, surcos y otros defectos; El material de electrodo de herramienta no necesita ser más difícil que el material de la pieza de trabajo. El uso directo de energía eléctrica para el procesamiento es conveniente para la automatización. Después del procesamiento, la capa metamórfica se genera en la superficie, que debe eliminarse aún más en algunas aplicaciones. La purificación del líquido de trabajo y el tratamiento de la contaminación del humo generada en el procesamiento son más problemáticas.
(4) Alcance de uso
Procesar moldes y piezas con formas complejas de agujeros y cavidades; Procesar varios materiales duros y frágiles, como aleación dura y acero endurecido; Procesamiento de agujeros finos profundos, agujeros de forma especial, surcos profundos, hendiduras estrechas y láminas de corte, etc. Procesamiento de varias herramientas de formación, plantillas, medidores de anillo de subprocesos y otras herramientas y herramientas de medición.
2. Wedm
(1) Principio básico
El uso de alambre de metal delgado continuamente móvil (llamado cable de electrodo) como electrodo, la pieza de trabajo de la pieza de pulso de la erosión de descarga para eliminar el metal, el corte y la formación. Inglés para mecanizado de descarga eléctrica de corte de alambre, denominado WEDM, también conocido como corte de alambre.
(2) Equipo básico: WEDM Machine Tool.
(3) Características principales
WEDM, además de las características básicas de EDM, hay otras características:
① No es necesario fabricar electrodos de herramientas con formas complejas para procesar cualquier superficie bidimensional con una línea recta como la generatriz;
② puede cortar ranuras estrechas de aproximadamente 0.05 mm;
En el proceso, todos los materiales en exceso no se procesan en chips de desechos, lo que mejora la tasa de utilización de energía y materiales;
④ En el proceso EDM de cable de baja velocidad donde el cable del electrodo no se recicla, el cable del electrodo se actualiza continuamente, lo que es beneficioso para mejorar la precisión del mecanizado y reducir la rugosidad de la superficie;
⑤ La eficiencia de corte lograda por WEDM es generalmente de 20-60 mm 2/min, hasta 300 mm 2/min; La precisión del mecanizado es generalmente ± 0.01 a ± 0.02 mm, hasta ± 0.004 mm; La rugosidad de la superficie es generalmente RA2.5 a 1.25 micras, hasta RA0.63 micras; El grosor de corte generalmente es de 40-60 mm, y el espesor máximo puede alcanzar 600 mm.
(4) Alcance de uso
Se utiliza principalmente para el procesamiento: una variedad de formas complejas y piezas de trabajo pequeñas de precisión, como golpes de golpes, troquelamiento, golpe, placa fija, placa de descarga, etc.; Herramienta de formación, plantilla, EDM formando electrodo metálico; Una variedad de microholes, ranuras estrechas, curvas arbitrarias. Tiene las ventajas sobresalientes de la pequeña asignación de mecanizado, la alta precisión de mecanizado, el ciclo de producción corto y el bajo costo de fabricación, y se ha utilizado ampliamente en la producción. En la actualidad, las máquinas herramientas WEDM en el hogar y en el extranjero han representado más del 60% del número total de máquinas herramientas EDM.
3. Mecanizado electrolítico (mecanizado electro químico)
(1) Principio básico
Basado en el principio de disolución anódica en el proceso electrolítico y con la ayuda de un cátodo formado, la pieza de trabajo se procesa en una determinada forma y tamaño, llamado procesamiento electrolítico.
(2) Alcance de uso
El mecanizado electroquímico tiene ventajas significativas para el mecanizado de materiales difíciles de mecanizar, formas complejas o piezas de paredes delgadas. El mecanizado electrolítico se ha utilizado ampliamente, como el rifling de barril, las cuchillas, el impulsor integral, el moho, los agujeros de forma especial y las piezas de forma especial, el bisoroso y el desgaste. Y en el procesamiento de muchas partes, el proceso de mecanizado electrolítico ha ocupado una posición importante e incluso insustituible.
(3) Ventajas
Amplia gama de procesamiento. El mecanizado electrolítico puede procesar casi todos los materiales conductores, y no está limitado por las propiedades mecánicas y físicas, como la resistencia, la dureza y la tenacidad del material, y la estructura metalográfica del material después del procesamiento básicamente no cambia. A menudo se usa en el procesamiento de aleación dura, aleación de alta temperatura, acero endurecido, acero inoxidable y otros materiales difíciles de procesar.
(4) Limitaciones
La precisión del mecanizado y la estabilidad del procesamiento no son altos, los costos de procesamiento son más altos y cuanto más pequeños son el lote, mayor será el costo adicional de una sola pieza.
4. Procesamiento de láser
(1) Principio básico
El procesamiento del láser es el uso de la energía de la luz a través de la lente enfoque en el enfoque para lograr una alta densidad de energía, en un momento muy pequeño para derretir o vaporizar el material y grabarse hacia abajo, para lograr el procesamiento.
(2) Características principales
La tecnología de procesamiento láser tiene las ventajas de menos residuos materiales, un efecto de costo obvio en la producción a gran escala y una fuerte adaptabilidad a los objetos de procesamiento. En Europa, la soldadura de materiales especiales como conchas y bases de automóviles de alta gama, alas de aviones y fuselajes de naves espaciales es básicamente tecnología láser.
(3) Alcance de uso
El procesamiento láser es la aplicación más utilizada del sistema láser. Las principales tecnologías incluyen: soldadura con láser, corte con láser, modificación de la superficie, marcado con láser, perforación láser, micro-maquinamiento y deposición fotoquímica, estereolitografía, grabado con láser, etc.
5. Mecanizado de haz de electrones
(1) Principio básico
El mecanizado de haz de electrones es el mecanizado de materiales que utilizan los efectos térmicos o ionizantes de los haces de electrones convergentes de alta energía.
(2) Características principales
Alta densidad de energía, una fuerte capacidad de penetración, un amplio rango de penetración primaria, una gran relación de ancho de soldadura, velocidad de soldadura rápida, pequeña zona afectada por el calor y pequeña deformación de trabajo.
(3) Alcance de uso
Procesamiento del haz de electrones De una amplia gama de materiales, el área de procesamiento puede ser extremadamente pequeña; La precisión del procesamiento puede alcanzar el nivel nanómetro, para lograr el procesamiento molecular o atómico; Alta productividad; procesamiento de una pequeña contaminación, pero alto costo de procesamiento de equipos; Se pueden procesar microporos, costuras estrechas, etc., pero también se pueden usar para soldadura y litografía fina. La tecnología de soldadura de haz de electrones de vacío es la aplicación principal del procesamiento del haz de electrones en la industria de fabricación de automóviles.
6. Mecanizado de haz de iones
(1) Principio básico
El procesamiento del haz de iones está en estado de vacío, la corriente de iones generada por la fuente de iones se acelera y se enfoca en la superficie de la pieza de trabajo para lograr el procesamiento.
(2) Características principales
Dado que la densidad de la corriente iónica y la energía iónica se pueden controlar con precisión, el efecto de procesamiento se puede controlar con precisión, y el procesamiento de ultra precisión en la nanoescala e incluso a nivel molecular y atómico se puede realizar. Durante el procesamiento del haz de iones, la contaminación generada es pequeña, el estrés de procesamiento y la deformación son extremadamente pequeños, y la adaptabilidad al material procesado es fuerte, pero el costo de procesamiento es alto.
(3) Alcance de uso
El procesamiento del haz de iones se puede dividir en grabado y recubrimiento de acuerdo con su propósito.
1) Procesamiento de grabado
El grabado de iones se usa para procesar los surcos en el rodamiento de aire del giroscopio y el motor de presión dinámica, con alta resolución, buena precisión y repetibilidad. Otro aspecto de las aplicaciones de grabado del haz de iones es el grabado de gráficos de alta precisión, como componentes electrónicos como circuitos integrados, dispositivos optoelectrónicos y dispositivos integrados ópticos. El grabado del haz de iones también se usa para adelgazar materiales y hacer piezas de prueba de microscopio electrónico penetrante.
2) Procesamiento de recubrimiento de haz de iones
El procesamiento de recubrimiento de haz de iones tiene dos formas: deposición de pulverización y revestimiento de iones. El enchapado de iones puede ser una amplia gama de materiales, independientemente del metal, la superficie no metálica se puede colocar en metal o película no metal, una variedad de aleaciones, compuestos o algunos materiales sintéticos, materiales semiconductores, también se pueden colocar materiales de punto de fusión.
La tecnología de recubrimiento de haz de iones se puede utilizar para recubrir películas lubricantes, película resistente al calor, película resistente al desgaste, película decorativa y película eléctrica.
7. Procesamiento de arco de plasma
(1) Principio básico
El procesamiento del arco de plasma es un método de procesamiento especial que utiliza la energía térmica del arco de plasma para cortar, soldar y rociar metal o no metal.
(2) Características principales
1) La soldadura por arco de micro-plasma puede soldar lámina y hoja;
2) con un pequeño efecto de agujero, puede lograr mejor la formación libre de soldadura de un solo lado de doble cara;
3) La densidad de energía del arco del plasma, la alta temperatura de la columna de arco, la fuerte capacidad de penetración, el acero de 10-12 mm de espesor no puede abrir el surco, puede ser una formación de doble cara de penetración, velocidad de soldadura, alta productividad, deformación de tensión pequeña;
4) El equipo es más complejo, el consumo de gas es grande, solo adecuado para soldadura interior.
(3) Alcance de uso
Ampliamente utilizado en la producción industrial, especialmente en la tecnología industrial militar y de otras medidas de vanguardia, utilizada en la soldadura de aleaciones de cobre y cobre, aleaciones de titanio y titanio, acero de aleación, acero inoxidable, molibdeno y otros metales, como capas de misiles de aleación de titanio, aeronaves en algunos contenedores de lana delgada.
8. Mecanizado ultrasónico
(1) Principio básico
El mecanizado ultrasónico es el uso de la frecuencia ultrasónica para la vibración de pequeña amplitud de la herramienta, y a través de él y la pieza de trabajo libre en el líquido entre el abrasivo en la superficie a procesar por el efecto de martilleo, de modo que la superficie de la pieza de trabajo de la superficie rompió gradualmente el procesamiento especial roto gradualmente, el inglés se refería como USM. El mecanizado ultrasónico a menudo se usa para perforación, corte, soldadura, anidación y pulido.
(2) Características principales
Puede procesar cualquier material, especialmente adecuado para el procesamiento de varios materiales no conductores duros y frágiles. La precisión de procesamiento de la pieza de trabajo es alta, la calidad de la superficie es buena, pero la productividad es baja.
(3) Alcance de uso
El mecanizado ultrasónico se usa principalmente para varios materiales duros y frágiles, como vidrio, cuarzo, cerámica, silicio, germanio, ferrita, piedras preciosas y jade, etc. (incluyendo agujeros redondos, agujeros de forma especial y agujeros curvos, etc.), corte, surcización, anido, engrasamiento, desglose de piezas de lote de lotes, pulido de la superficie de moldeo y ranura de ranura, etc., etc.
9. Procesamiento químico
(1) Principio básico
El procesamiento químico (grabado químico) es el uso de ácido, álcali o solución salina en la disolución de corrosión del material de la pieza de trabajo, para obtener la forma, el tamaño o el estado de superficie deseados del procesamiento especial de la pieza de trabajo.
(2) Características principales
1) puede procesar cualquier material de metal de corte, no limitado por la dureza, la resistencia y otras propiedades;
2) adecuado para el procesamiento de gran área, y puede procesar varias piezas al mismo tiempo;
3) sin estrés, grietas, rebabas, rugosidad de la superficie de RA1.25-2.5 μm;
4) operación fácil;
5) No es adecuado para procesar ranuras y agujeros estrechos;
6) No es aconsejable eliminar defectos como superficie y rasguños desiguales.
(3) Alcance de uso
Adecuado para procesamiento de reducción de espesor de área grande; Adecuado para procesar agujeros complejos en piezas de paredes delgadas.
Información relacionada

Tecnología de puerta de moho de inyección
2025-07-23
Inyection Mold Gate Technologygating Systemauto Mould_taizhou Jiefeng Mold Co., ...

Las causas y soluciones de abolladuras en productos moldeados por inyección, productos terminados incompletos y flash en productos
2025-07-29
Las causas y soluciones de abolladuras en productos moldeados por inyección, Finis incompleto ...
Causas de defectos en productos moldeados por inyección
2025-07-27
Causas de defectos en productos moldeados por inyección La parte eléctrica del inj ...
Elementos de procesamiento básico y requisitos para la base de moho
2025-09-30
Elementos de procesamiento básico y requisitos para la base de moho (1) molde fijo una placa y ...

Una guía completa para moldes de inyección: desde lo básico hasta las aplicaciones
2025-07-11
Una guía completa para los moldes de inyección: desde lo básico hasta las aplicaciones...

Soluciones a problemas como mala transparencia, dimensiones inestables, manchas y líneas negras en productos moldeados por inyección
2025-07-31
Soluciones a problemas como la mala transparencia, las dimensiones inestables, los puntos y ...