Proceso de procesamiento de diseño de fabricación de moldes
El1. el proceso de fabricación del molde es el siguiente:
-Revisión de dibujo-preparación de material-procesamiento de base de molde-procesamiento de núcleo de molde-procesamiento de electrodos-procesamiento de piezas de molde-inspección-ensamblaje-molde volador-prueba de molde-producción.
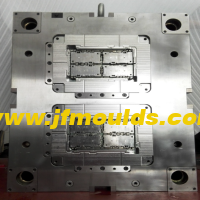
(1) procesamiento de base de molde:(2) procesamiento de núcleo de molde (3) procesamiento y numeración de piezas de molde procesamiento de placa A/B procesamiento de panel de procesamiento de placa fija procesamiento de placa inferior Flash de molienda áspera fresadora de procesamiento de ajuste de procesamiento CNC de procesamiento en bruto de tratamiento térmico de molienda fina de acabado CNC EDM deslizador del molde de procesamiento de bloque de compresión de procesamiento de cono de derivación esprue manga de procesamiento de inserción Procesamiento
(1) La numeración se unificará, y el núcleo del molde también se numerará, lo que será consistente con el número en la base del molde y en la misma dirección. No es fácil cometer errores al alinear durante el montaje.
(2) Procesamiento de placa A/B (I.) E. procesamiento de marco de molde fijo dinámico) El procesamiento de placa A/B deberá garantizar que el paralelismo y la verticalmente del marco del molde sean de 0,02mm de procesamiento de la máquina fresadora: orificio de tornillo, orificio de transporte de agua, orificio superior, orificio de la boquilla de la máquina, procesamiento de ajuste de achaflanado: roscado, recorte de rebabas
(3) procesamiento de panel: fresado máquina de procesamiento agujero de la boquilla de la máquina de perforación o material de procesamiento agujero de la boquilla.
(4) Procesamiento de la placa de fijación del desván: procesamiento de la fresadora: la placa del desván y la placa B están conectadas con la aguja de retorno, la placa B mira hacia arriba y el orificio superior de la aguja se perfora de arriba a abajo. La cabeza avellanada del Dedal necesita girar la placa del Dedal al revés y corregirlo. El mecanizado en bruto con una broca primero, luego terminar el mecanizado en su lugar y chaflán con una fresa.
(5) procesamiento de la placa inferior: procesamiento de la fresadora: trazado, corrección, aburrido, biselado. (Nota: Para algunos moldes que necesitan un fuerte tirón y un fuerte empuje, se debe agregar un fuerte tirón y un fuerte mecanismo de empuje, como taladrar agujeros de tornillo en la placa del deal)
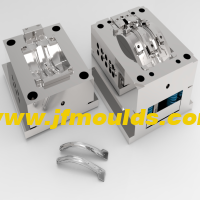
El3. núcleo detalles de procesamiento de mecanizado áspero volar seis lados:
ElSe procesa en una fresadora para garantizar la verticales y el paralelismo, dejando un margen de molienda de 1,2mm para la molienda gruesa: procesamiento de un molino de agua grande, moliendo primero la superficie grande, sujetando la superficie pequeña de molienda con un lote de empresas, asegurando la verticales y el paralelismo a 0,05mm, dejando un margen bilateral de 0,6-0,8mm.
Procesamiento de la fresadora: primero calibrar el cabezal de la fresadora para asegurarse de que esté dentro de 0,02mm, calibrar y comprimir la pieza de trabajo, primero procesar el orificio del tornillo, el orificio de la aguja superior, el orificio del hilo, la cabeza avellanada de la aguja de inserción, la boquilla de la máquina o el orificio de la boquilla del material, Chaflán del agujero del cono de derivación y luego agujero de transporte de agua, procesamiento de ajuste de ángulo r de fresado: tapping, código de mecanografía CNC mecanizado áspero, HRC48-52 de tratamiento térmico externo molienda; Gran molino de agua de procesamiento a menos 0,04mm que el marco del molde, garantizar el paralelismo y la verticalmente dentro de 0,02mm CNC acabado EDM ahorro de moldes, asegurar la suavidad, Control de la puerta de procesamiento del tamaño de la cavidad, escape, apertura de la puerta de aleación de zinc 0,3-0,5mm, apertura de escape 0,06-0,1mm, apertura de la puerta de aleación de aluminio 0,5-1,2mm apertura de escape 0,1-0,2, apertura de escape de plástico 0.01-0.02, lo más ancho posible, un poco más delgado
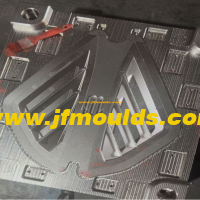
Primero, la fresadora roughs los seis lados y muele los seis lados a los requisitos de tamaño. La fresadora desbaste la mesa colgante y muele el plano inclinado con la fresadora para garantizar que la inclinación sea consistente con el bloque de prensado. Se deja el margen para que el troquel volador perfore el agua y el orificio de guía inclinado. El orificio del poste de guía inclinado es 1mm más grande que el poste de guía y está achaflanado. La inclinación del orificio inclinado del poste de la guía debe ser 2 grados más pequeña que el bloque de deslizamiento inclinado. El orificio de poste de guía inclinado también se puede volver a procesar junto con la base del molde después de que el molde se cierre y se monte, dependiendo de las diferentes situaciones.
Información relacionada
El dibujo del molde y la entrada de la puerta
2025-08-05
El dibujo del molde y la entrada del fenómeno de dibujo Gatemold: th ...

Moho multi-componente
2025-07-25
Moldina multi-componente Moldado de inyección de múltiples componentes (también conocido como multi-Co ...
Causas de defectos en productos moldeados por inyección
2025-07-27
Causas de defectos en productos moldeados por inyección La parte eléctrica del inj ...
Los métodos decisivos para la altura de la posición de salida de agua al lado de la carcasa del molde, el daño y la deformación de la cavidad del moho delantero
2025-08-28
Los métodos decisivos para la altura de la posición de salida de agua al lado del molde ...
De principio a aplicación, entender este "maestro de conformación" en la industria
2025-07-16
Desde el principio hasta la aplicación, comprenda este "maestro de conformación" en la industria P...

El ajuste de la temperatura de moldeo por inyección y los parámetros de tiempo
2025-07-27
La configuración de la temperatura de moldeo de inyección y los parámetros de tiempo1. Escenario de te ...