La superficie del molde se hornea y se imprime y tiene marcas de flujo de superficie
La superficie del molde se hornea y se imprime y tiene marcas de flujo de superficie
La superficie se hornea e impresa brillante
Fenómeno: la superficie del producto es una superficie de textura fina. Durante el proceso de moldeo, debido a la descarga incompleta de gas, es difícil mejorar el brillo de la superficie del producto debido a la cocción, lo que no puede cumplir con los requisitos de calidad.
Análisis: La configuración de temperatura del molde no es razonable. La configuración de presión en la cuarta sección es demasiado baja. El molde tiene pobre escape.
1. Características de las máquinas de moldeo por inyección
Grado: HT120T, Fuerza de sujeción: 120T, Capacidad de plastificación: 125G
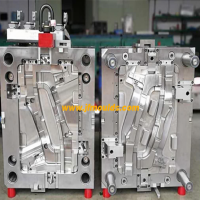
2. Características del moho
Número de eyección del moho: 1 × 2, método de inyección de pegamento: salida de agua grande (inyección de punto lateral), método de expulsión: eyección por pin eyector y parte superior inclinada, temperatura del moho: 125 ° C (máquina de temperatura constante)
3. Evidencia física del producto
Material: ABS+PCHI-1001bn, color: negro, peso del producto (pieza única): 5.68g, peso de boquilla: 11.66g
4. Análisis de causas de defectos
El molde es una carcasa de 1 × 2. El canal de flujo del molde es relativamente largo. El método de entrada de pegamento es la entrada de pegamento de punta. El material fundido fluye hacia el área cerca de la entrada de pegamento. Debido a la velocidad lenta y la alta presión, el estrés en el producto aumenta y la marca de hornear es obvio.
Segundo: establecer la temperatura del molde demasiado baja no es propicio para la descarga de gas del molde y puede causar gas atrapado.
5. contramedidas
Uno: Utilice la inyección de nivel múltiple y el cambio de posición.
Dos: en la primera sección, llene el canal de flujo a la entrada de pegamento a una velocidad relativamente rápida y encuentre la posición de conmutación correspondiente. En la segunda sección, llene el 95% de la cavidad del moho con velocidad media y una presión relativamente alta para evitar que el compuesto de goma fundida de alta temperatura se enfríe. El tercer corto llena la cavidad del moho lentamente para expulsar completamente el aire dentro de la cavidad y finalmente cambiar a la posición de conmutación de retención de presión.
Tres: Aumente la temperatura del molde.
Cuatro: Agregue respiraderos de escape alrededor de la superficie de separación.
Cinco: Use un borrador para pulir la superficie brillante.
Molde Co.,Ltd. de Taizhou Jiefeng del coche (jfmoulds.com)

Marcas de flujo de superficie
Fenómeno: hay marcas de flujo en la superficie de las lentes transparentes durante el proceso de producción.
Análisis: La alta velocidad causará fusión de material, intensificará el cizallamiento, generará altas temperaturas y será propenso a la descomposición. La superficie del molde es lisa. Si la velocidad de disparo es demasiado rápida, es probable que ocurran marcas de flujo. El interruptor de posición es demasiado temprano.
1. Características de las máquinas de moldeo por inyección
Grado: Demag, Fuerza de sujeción: 50T, Capacidad de plastificación: 80G
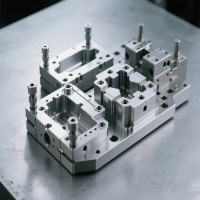
2. Características del moho
Número de eyección del molde: 1 × 2, Método de inyección: puerta en forma de ventilador, método de eyección: Eyección por bloque superior, temperatura del molde: 100 ° C.
3. Características del producto
Material: PMMA Color: Transparent Product weight (single piece) : 3.5g Nozzle Weight: 8g
4. Análisis de causas de defectos
The main channel of the mold is quite large. The way the glue is fed in is by submersible. The molten material flows to the area near the glue inlet. Due to the excessive speed and the mold
The surface is very smooth, causing high shear which makes the molten material heat up rapidly in an instant, causing the raw material to decompose and produce gas, thus forming flow marks.
5. contramedidas
Uno: Utilice la inyección de nivel múltiple y el cambio de posición.
Two: In the first section, fill the flow channel to the glue inlet at a relatively fast speed and find the corresponding switching position. Then, in the second section, fill the area near the glue inlet at a slow speed and a very small position. The third section is filled with 90% of the mold control quickly to prevent the high-temperature molten rubber compound from cooling down and forming wavy patterns. In the fourth section, fill the mold cavity slowly to completely expel the air inside the cavity, avoiding trapped air and charring and other adverse phenomena. Finally, switch to the pressure-holding switching position.
Molde Co.,Ltd. de Taizhou Jiefeng de Mould_Taizhou de la materia (jfmoulds.com)
Información relacionada
Explorando el ciclo de vida completo de los moldes de inyección y reflexiones sobre los avances de la industria
2025-07-15
Explorando el ciclo de vida completo de los moldes de inyección y pensamientos sobre la...

Proceso de procesamiento de diseño de fabricación de moldes
2025-06-19
El flujo del proceso de 1. fabricación de moldes es el siguiente: revisión de dibujo-material...

Moldes de inyección: un análisis exhaustivo desde la artesanía de precisión hasta diversas aplicaciones
2025-06-30
Moldes de inyección: un análisis exhaustivo de la artesanía de precisión a los buzos...
Diseños de moldes múltiples
2025-07-25
Múltiples diseños de moho en el procesamiento de etiquetado de plástico con paredes con paredes produ ...

Moldes de inyección: la piedra angular de la fabricación de precisión y nuevas tendencias en el desarrollo de la industria
2025-07-08
Moldes de inyección: la piedra angular de la fabricación de precisión y nuevas tendencias en...

De los avances tecnológicos a la transformación inteligente
2025-07-07
De los avances tecnológicos a la transformación inteligente...