Explorando moldes de inyección: desbloqueando el código central del moldeo de plástico
Explorando moldes de inyección: desbloqueando el código central del moldeo de plástico
En el vasto reino de los productos de plástico, los moldes de inyección pueden considerarse como los artesanos mágicos detrás de escena. Determinan silenciosamente la "aparición de nacimiento" de los productos plásticos e influyen profundamente en la calidad del producto y la eficiencia de producción. Sin duda, son los jugadores clave en el campo de la moldura de plástico.
Fabricante de los accesorios del travesaño del radiador del automóvil en China (jfmoulds.com)
I. La estructura exquisita de los moldes de inyección
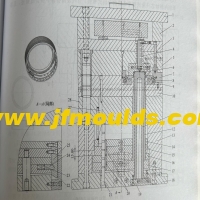
La estructura de un molde de inyección es como un castillo industrial preciso, con todas las partes trabajando en coordinación y no puede faltar ninguna.
1. Sistema de formación: el "grabador" que dotan los productos con alma
Compuesta de una cavidad y un núcleo, la cavidad actúa como un molde cóncavo, que moldea meticulosamente la superficie externa del producto. El núcleo es como un golpe, que da forma precisamente a la superficie interna del producto. A veces, los insertos también están integrados para facilitar el procesamiento, el reemplazo o el mantenimiento. Por ejemplo, al fabricar vasos de plástico, la cavidad determina el contorno de la taza, mientras que el núcleo define el espacio dentro de la taza.
A menudo se usan aceros de alta calidad como P20, H13 y S136, y se someten a tratamiento térmico para mejorar la resistencia al desgaste. La superficie está pulida o electrochada, como el enchapado de cromo, para reducir la resistencia durante el desmoldeo y hacer que la superficie del producto sea suave y hermosa.
2. Sistema de activación: el "canal de alta velocidad" para la derretimiento de plástico
El corredor principal conecta la boquilla de la máquina de moldeo por inyección y el corredor, y su forma cónica facilita el desmolde. El canal de distribución distribuye plástico a varias cavidades en diferentes formas, como circular, trapezoidal y en forma de U. La puerta es un pasaje estrecho para que el material fundido ingrese a la cavidad. Los diferentes tipos de puertas tienen diferentes funciones. Las puertas laterales son adecuadas para la mayoría de los productos. Las puertas puntuales a menudo se usan en moldes de tres placas y pueden cortar automáticamente las puertas. La puerta latente está oculta dentro del producto. Las puertas en forma de ventilador son adecuadas para piezas anchas y delgadas, reduciendo el estrés interno. El pozo de material frío es responsable de recolectar el material frío en la parte delantera para evitar que la puerta se bloquee.
Los sistemas de corredores calientes tienen ventajas significativas en la producción en masa. Mantienen al corredor en estado fundido todo el tiempo, sin generar material frío, ahorrar materiales y acortar el ciclo de moldeo. Sin embargo, el costo del moho es alto y se requiere un control de temperatura preciso durante el mantenimiento.
3. Sistema de eyección: el facilitador para el "nacimiento" de los productos
El pin de eyección es el método de eyección más utilizado y es adecuado para la mayoría de los productos. La placa de empuje se usa para cavidades profundas o piezas de paredes delgadas para evitar que el producto sea perforado. El cabeceo de tubería se usa específicamente para la expulsión de productos tubulares. La parte superior del aire utiliza aire comprimido para ayudar al demoldamiento y es adecuado para plásticos blandos. Por ejemplo, al fabricar juguetes de plástico, se puede usar un dedal para expulsarlos. Para la producción de recipientes de plástico de paredes delgadas, se debe empujar una placa de empuje.
Las posiciones de eyección deben distribuirse uniformemente para evitar la deformación del producto. La carrera de eyección debe ser razonable para evitar la expulsión insuficiente o excesiva.
4. Sistema de enfriamiento: el "maestro de regulación de la temperatura" de los mohos
Los canales de agua de enfriamiento están dispuestos alrededor de la cavidad y el núcleo, y generalmente se procesan mediante perforación. En áreas complejas, se establecerán barreras de agua para mejorar el efecto de enfriamiento, y las tuberías de chorro se utilizarán para el enfriamiento de la cavidad profunda. Por ejemplo, al fabricar grandes carcasas de plástico, los canales de agua de enfriamiento racionalmente distribuidos pueden permitir que los productos se enfríen de manera rápida y uniforme.
La distribución de los canales de agua de enfriamiento debe ser uniforme para evitar el sobrecalentamiento local, y deben estar lo más cerca posible de la superficie de la cavidad, pero no demasiado cerca para afectar la resistencia del molde.
5. Sistema de orientación y posicionamiento: "Dispositivo de apareamiento preciso" para moldes
Los pasadores de guía y las mangas de guía proporcionan funciones guía para garantizar la alineación precisa del molde en movimiento y el molde fijo. Los moldes de alta precisión también adoptarán posicionamiento de superficie cónica para evitar la compensación lateral y garantizar la precisión del producto. Para los moldes utilizados en la producción de componentes electrónicos de precisión, el sistema de guía y posicionamiento es de vital importancia.
6. Sistema de escape: el "carroñero" para eliminar el aire atrapado
El escape en la superficie de separación se logra abriendo surcos poco profundos (0.02-0.05 mm) en la superficie de separación. El escape del pasador del eyector se descarga a través del espacio entre los pasadores del eyector. También se establecerán insertos de escape especiales, como el acero de escape (metal poroso) en las piezas propensas a gas atrapado para evitar que el producto tenga defectos de gas atrapados como la barbería y las burbujas.
7. Sistema lateral de empuje de núcleo: el "mago" que resuelve estructuras complejas
El control deslizante está impulsado por pines guía inclinados para lograr el empuje del núcleo horizontal. La parte superior inclinada se logra mediante el movimiento de la placa de eyección para completar el empuje del núcleo inclinado. El tirón del núcleo hidráulico/cilindro es adecuado para la extracción de núcleo de larga distancia o compleja. Por ejemplo, al fabricar accesorios de tubería de plástico con orificios laterales, se requiere un sistema de extracción de núcleo lateral para formar los orificios laterales.
8. Base de moho: la "base sólida" de los moldes
La placa fija del molde fijo está conectada a la plantilla fija de la máquina de moldeo por inyección, la placa fija del molde fijo está conectada a la plantilla móvil de la máquina de moldeo por inyección, la placa de soporte aumenta la rigidez del molde y la placa de expulsión instala mecanismos de eyección como los pasadores del eyector para soportar y fijar cada componente del molde que hace que el molde sea un establo entero.

Molde Co.,Ltd. de Taizhou Jiefeng de Mould_Taizhou de la materia (jfmoulds.com)
II. Diversas clasificaciones de moldes de inyección
Los moldes de inyección son como una familia numerosa y se pueden clasificar en varios tipos basados en diferentes estándares.
1. Clasificación por estructura de moho
Molde de dos placas: la estructura más simple, que consiste en un molde fijo (placa A) y un molde en movimiento (placa B), el sistema de activación y el producto se desmoldan en la misma superficie de separación. Es adecuado para productos estructurados simples, como tapas de plástico y cajas ordinarias, y es apropiado para diseños de cavidad múltiples de cavidad única o simétrica. Las ventajas son de bajo costo, ciclo de fabricación corto y mantenimiento conveniente. La desventaja es que la puerta debe recortarse manualmente y hay muchos desechos en el corredor.
Molde de tres placas: tiene una placa de liberación adicional en comparación con el molde de dos placas, formando una estructura de tres capas de molde fijo → placa de liberación → moho en movimiento. El sistema de activación y el producto se desmoldan en diferentes superficies de separación, y la puerta se puede cortar automáticamente (como las puertas de puntos). Es adecuado para productos con múltiples puertas o métodos de inyección complejos, como componentes electrónicos de precisión y moldes de múltiples cavidades. Las ventajas son que la puerta se separa automáticamente, reduce la poda manual y es adecuada para la inyección de pegamento complejo. Las desventajas son la estructura compleja, el alto costo y el trazo de apertura de moho largo.
Moldes de corredores calientes: el corredor del sistema de activación permanece en estado fundido todo el tiempo, sin material frío producido, y se inyecta directamente en la cavidad. Se dividen en corredores completamente calientes y corredores semi-calurosos. Es adecuado para la producción en masa, como tapas de botellas, suministros médicos, autopartes, etc. Las ventajas no son desechos de corredores, ahorro de materiales, ciclo de moldeo acortado y un mejor grado de automatización. El inconveniente es que el costo del molde es alto y el mantenimiento es complejo (se requiere un control preciso de temperatura).
2. Clasificación por el número de cavidades
Molde de una sola cavidad: solo se produce un producto en una inyección, adecuado para productos de gran tamaño o la etapa de molde de prueba, como moldes para esculturas de plástico grandes.
Moldes de múltiples cavidades: produce múltiples productos idénticos en una inyección (como 2-cavidad, 4-cavidad, 8-cavidad, etc.), adecuado para la producción a gran escala de piezas pequeñas, como botones y adornos de plástico pequeños.
Moldes familiares: se producen diferentes formas de productos (como las cubiertas superiores e inferiores) dentro del mismo molde, pero el llenado y el enfriamiento de cada cavidad deben equilibrarse.
3. Clasificación del sistema de activación
Molde de corredor frío: el corredor se enfría junto con el producto, y los desechos del corredor deben recortarse. Tiene un bajo costo y es adecuado para moldes de inyección simples y procesos de producción de bajo costo.
Hot Runner Moldes: el corredor permanece fundido, sin desperdicio, lo que los hace adecuados para la producción en masa y los requisitos de productos de alta calidad.
Molde de corredor cálido: se encuentra entre los corredores fríos y calientes, con temperatura controlable, y es adecuado para el moldeo de inyección de materiales especiales (como PVC).
4. Clasificación por método de extracción de núcleo
Molde de núcleo sin núcleo: el producto no tiene agujeros laterales ni al revés, y se puede expulsar directamente del molde, como los simples productos de plástico plano.
Die del núcleo deslizante: el control deslizante es impulsado por pasadores de guía inclinados o cilindros hidráulicos para formar agujeros/ranuras laterales, como la carcasa de plástico con ranuras laterales.
Molde de núcleo superior inclinado: logra la rotación de núcleo inclinado a través del movimiento de la placa de eyección y es adecuado para estructuras invertidas internas, como algunos moldes de recipientes de plástico con abrazaderas internas.
III. Selección de materiales para moldes de inyección
El material de los moldes de inyección es un factor clave para determinar el rendimiento de los moldes, y los factores como el tipo de plástico, lote de producción y complejidad del producto deben considerarse de manera integral.
1. Die Steel (material convencional)
Acero pre-endurecido: se ha precedido antes de abandonar la fábrica, con una dureza que va desde HRC28 hasta 42. Tiene un buen rendimiento de procesamiento y a menudo se usa en la producción de moldes con pequeños tamaños de lotes y requisitos de precisión general, como moldes de plástico de plástico ordinarios.
Acero apagado y templado: requiere un tratamiento térmico para mejorar la dureza y la resistencia al desgaste. Su dureza puede alcanzar HRC50-60. Es adecuado para moldes con grandes lotes de producción y altos requisitos para la precisión y resistencia al desgaste, como los moldes para piezas de plástico automotriz.
Acero resistente a la corrosión: que contienen elementos como el cromo y el níquel, tiene una excelente resistencia a la corrosión y se usa para moldear plásticos corrosivos (como PVC) o moldes con altos requisitos de apariencia y prevención de óxido, como moldes para productos de plástico médico.
2. Aleación de aluminio:
Baja densidad, peso ligero, buen rendimiento de procesamiento, excelente conductividad térmica y ciclo de formación corto. Sin embargo, tiene baja dureza y mala resistencia al desgaste, y es adecuada para la producción de moldes de lotes pequeños, de gran tamaño o en forma de complejo con bajos requisitos para la precisión dimensional, como la producción rápida de prueba de moldes de juguete de plástico grandes.
3. Aleación de cobre de berilio:
Tiene una excelente conductividad térmica, varias veces que la del acero Die, que puede acortar significativamente el ciclo de formación y mejorar la eficiencia de producción. Tiene buena fuerza y dureza, y su resistencia al desgaste es superior a la de la aleación de aluminio. A menudo se usa en moldes con altos requisitos para la velocidad de enfriamiento, la precisión y la calidad de la superficie, como los moldes de capas electrónicas de productos electrónicos de precisión.
Los moldes de inyección, la fuerza central en el campo del moldeo de plástico, juegan un papel irremplazable en la producción industrial con su estructura exquisita, clasificación diversa y selección meticulosa de materiales, e impulsan continuamente la industria de productos plásticos.
Información relacionada

Soluciones a patrones de flujo de superficie, deformación y deformación de la expulsión en ambos lados del molde
2025-09-04
Soluciones a patrones de flujo de superficie, deformación y deformación de la expulsión en ambos ...
Desmoldeo de hilo
2025-11-17
Desmoldeo del hilo (1) Desmoldeo forzado del hilo La estructura del molde del...

Cómo resolver los problemas de blanqueamiento, carbonización y deformación de la posición ósea en la salida de agua del molde
2025-08-16
Cómo resolver los problemas de blanqueamiento, carbonización y deformación del hueso pos ...
Explore la industria del molde de Huangyan en los ojos de Deepeek juntos
2025-06-19
1. proceso de desarrollo y escala industrial 01 evolución histórica Huangyan mol...

Soluciones a la deformación en la posición del chorro del molde, el flash en la posición del pasador superior redondo (pegamento excesivo) y la marca de hornear en la posición de entrada de pegamento
2025-09-02
Soluciones a la deformación en la posición del bañador del molde, el flash en el ...

Estándares de diseño de dibujo de moho
2025-09-09
Normas de diseño de dibujo de molde1. Agregue las dimensiones de contracción a la parte de plástico ...