Las columnas del tornillo del molde son propensas a dañar y soldar marcas/contracción
Las columnas del tornillo del molde son propensas a dañar y soldar marcas/contracción
Las columnas de tornillo del molde son propensas a ser sacadas
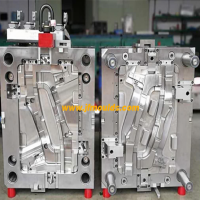
Fenómeno: las columnas de tornillo en ambos lados de la cubierta posterior de la pantalla 1433 son propensas al daño.
Análisis: El diseño del molde no es razonable, y la secuencia de acciones de apertura y cierre del moho es incorrecta.
(1) Características de las máquinas de moldeo por inyección
Grado: HT120T, Fuerza de sujeción: 12ot, Capacidad de plastificación: 119g
(2) Características del moho
Número de eyección del molde: 1 × 2, método de alimentación de pegamento: salida de agua pequeña a una salida de agua grande, método de eyección: expulsión con pasadores de eyector, temperatura del molde: 105 ℃ (máquina de temperatura constante)
(3) Características del producto
Material: ABS+PC H-1001 IM, peso del producto (pieza única): 6.72g, Sprue Peso: 4.28g
(4) Análisis de causas de defectos
La secuencia de acciones durante el cierre del molde; La placa A se cierra primero a la posición del molde delantero y se abre debido al efecto de raspado de la base. Luego, el tablero AB está cerrado. Durante el proceso de cierre de la tabla AB
A medida que se abrió la posición del troquel delantero, es muy probable que los pasadores de colgantes en la posición de la matriz delantera se rompan por el impacto.
Secuencia de apertura del molde: el tablero AB se abre primero. La posición del molde delantero no está cerrada, pero la tabla AB se abre, lo que hace que los tornillos y columnas del producto se rompan.
(5) contramedidas
Se agregan dos adhesivos de resorte a la parte inferior de la placa A, y se agregan dos interruptores de base, varillas y cuatro resortes a la placa AB para garantizar que la acción de apertura del molde comience con la Placa A
Primero, abra el tablero AB. Al cerrar el molde, asegúrese de que el tablero AB esté cerrado primero, seguido por la tabla A y la placa de extracción.
Tabla de proceso de moldeo por inyección
| Máquina de moldeo por inyección: HT120T, tornillo tipo B, volumen de inyección 61G | Nombre del producto: 1433 concha delantera | ||||
Materias primas: ABS+PC HI-1001IM | Color: gris | Temperatura de secado: 120 ° C | Método de secado: secador deshumidificante | Tiempo de secado: 3 horas | Uso de material reciclado: 0 |
Peso del producto terminado: 6.52g | Peso de la boquilla: 4.76g | Salida del molde: 1 × 2 | Método de inyección de puerta: puerta pequeña a puerta grande | ||
Temperatura del barril | Temperatura del molde | Usar máquinas | "Ajustes | "Actual | ||||
| 1 | 2 | 3 | 4 | 5 | antes | Máquina de control de temperatura del aceite | 105 ° C | 100° C |
| 280 ° C | 275° C | 270° C | 250° C | / | ||||
| △ | △ | △ | △ | △ | después | Máquina de control de temperatura del aceite | 105° C | 100° C |
| △ | △ | △ | △ | △ | ||||
| / | 80 | Presiono de sujeción | Posición de retención a presión | 75 | 90 | 100 | Inyección | |
| / | Tiempo de presión de mantenimiento | 15 | 22 | 28 | Posición de presión de inyección | |||
Cantidad residual de pegamento de inyección | / | / | 10 | 52 | 75 | Velocidad de inyección | ||
| 4.0 | / | / | / | 15 | 22 | 28 | Velocidad de la posición del fuego |
| Tiempo intermedio | Tiempo de inyección | Tiempo de enfriamiento | Toda la duración | Back pressure | Rotational speed | Retraction speed | Material quantity position | Retraction position |
| 1.0 | 1.0 | 10 | 24 | 5.0 | 10 75 85 | 10 | 32 | 1.0 |
Mold closing protection time | Supervise the feeding time | Clamping force | Ejection length | Ejection times | Rotation position | Blowing delay | Blowing time |
| 0.7 | 10 | 105kN | 45 | 1 | 15 30 32 | / | / |

Molde Co.,Ltd. de Taizhou Jiefeng del coche (jfmoulds.com)
Weld marks/shrinkage marks on the mold
Phenomenon: During the production process of the electrical knife dispensing table, obvious weld marks/shrinkage marks appeared at the middle bone position.
Analysis: Due to the two-point injection of the mold design, the exhaust at the end of the material flow fusion is not smooth, resulting in obvious weld marks and shrinkage.
Características de las máquinas de moldeo por inyección
Grade: HT8OT, clamping force: 80t, plasticizing capacity: 130g
(2) Características del moho
Mold ejection number: 1x2, glue injection method: point gate, ejection method: Ejection by ejector pin, mold temperature: 85℃ (constant temperature machine)
(3) Características del producto
Material: ABS PA757 Color: White Product Weight (single piece) : 7.5g Sprue Weight: 8.5g
(4) Análisis de causas de defectos
The mold design adopts two-point injection of glue, using a fast material flow speed for glue filling. Due to the influence of the product structure, at the end of the material flow
The exhaust at the fusion point of the middle bone position is not smooth, and the trapped air causes obvious fusion marks and shrinkage marks.
(5) contramedidas
1. Use multi-stage injection with slow speed and low mold temperature for filling injection.
2. In light of the glue flow condition of the product structure, three-stage injection should be adopted for adjustment. The mold temperature should not be too high, and a low injection speed should be used By allowing the material flow to move slowly and fill the glue, the position of the weld line is changed, thereby improving the obvious weld line and shrinkage mark defects of the product.
Tabla de proceso de moldeo por inyección
| Máquina de moldeo por inyección: HT80T, capacidad de inyección 130 g | Product Name: Knife Dispenser | ||||
Materia prima: ABS PA757 | Color: blanco | Temperatura de secado: 85 ° C | Método de secado: secador deshumidificante | Tiempo de secado: 4 horas | Uso de material reciclado: 0 |
Finished product weight: 7.5g×2=15g | Peso de la boquilla: 8.5g | Salida del molde: 1 × 2 | Método de inyección de puerta: puerta de punto | ||
Temperatura del barril | Temperatura del molde | Usar máquinas | "Ajustes | "Actual | ||||
| 1 | 2 | 3 | 4 | 5 | antes | Máquina de control de temperatura del aceite | 85° C | 85°C |
| 230°C | 220° C | 205°C | 190° C | / | ||||
| △ | △ | △ | △ | △ | después | Máquina de control de temperatura del aceite | 85°C | 85°C |
| △ | △ | △ | △ | △ | ||||
| / | 45 | 50 | Presiono de sujeción | Posición de retención a presión | 85 | 110 | 95 | Inyección | |
| / | 0.5 | 1.3 | Tiempo de presión de mantenimiento | 11 | 14 | 19 | 28 | Posición de presión de inyección | |
Cantidad residual de pegamento de inyección | / | / | 16 | 28 | 15 | Velocidad de inyección | |||
| 7.5 | / | / | / |
Tiempo intermedio | Tiempo de inyección | Tiempo de enfriamiento | Toda la duración | Back pressure | Rotational speed | Retraction speed | Material quantity position | Retraction position |
| 5 | 3.1 | 12 | 32 | 5 | 10 15 10 | 10 | 32 | 3 |
Mold closing protection time | Supervise the feeding time | Clamping force | Ejection length | Ejection times | Rotation position | Blowing delay | Blowing time |
| 1 | 10 | 65 | 32 | 1 | 15 32 35 | / | / |
Molde Co.,Ltd. de Taizhou Jiefeng de Mould_Taizhou de la materia (jfmoulds.com)
Información relacionada

Partes estándar de los moldes
2025-07-24
Partes estándar de moldes1 Mold FramePrefabricados Conjuntos de base de molde estándar Oscantos o ...
Explorando el ciclo de vida completo de los moldes de inyección y reflexiones sobre los avances de la industria
2025-07-15
Explorando el ciclo de vida completo de los moldes de inyección y pensamientos sobre la...

La superficie del molde se hornea y se imprime y tiene marcas de flujo de superficie
2025-08-02
La superficie del molde se hornea y se imprime y tiene marca de flujo de superficie ...
La posición en forma de U del molde se llena con líneas de agua y aire atrapado, que se vuelve blanco
2025-08-06
La posición en forma de U del molde está llena de líneas de agua y aire atrapado, que ...

La clave para el moldeo de productos de plástico
2025-07-21
La clave para la moldura de productos de plástico en el deslumbrante mundo de la producción de plástico de hoy ...

Molde de inyección: el "Creador invisible" en el taller
2025-07-09
Molde de inyección: El "Creador invisible" en el workshopI. La primera impresión de la...