Desmoldeo de hilo
Desmoldeo de hilo
(1) Desmoldeo forzado del hilo
La estructura del molde de la rosca de liberación forzada es simple, pero la precisión de la pieza de plástico no es alta y es adecuada para tornillos de sección arqueada o trapezoidal. Para roscas rectangulares o casi rectangulares, el tornillo se corta cuando se le fuerza a escapar, y para roscas triangulares estándar, debido a la cúspide. Es muy delgado y al prolapsarse se ve obligado a deformarse o rayarse fácilmente.
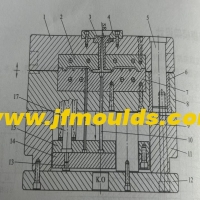
Después de completar el moldeo por inyección, se abren las partes móviles y fijas del molde y se completa la extracción lateral del núcleo en el proceso de apertura. Después de eso, la varilla superior de la máquina de moldeo por inyección empuja el primer conjunto de placas de varilla de empuje 14 y 15 a través de la plantilla móvil 28, y bajo la acción del gancho de tracción 25 y el bloque móvil 24, el segundo grupo de placas de varilla de empuje 16 y 17 avanza con el primer conjunto de placas de empuje, es decir, el núcleo móvil 12 del molde móvil se mueve junto con la pieza de plástico y la placa de empuje 10, en este proceso, el núcleo fijo del molde móvil. 11 fijada en la placa inferior del molde está separada de la pieza de plástico; Cuando dos conjuntos de placas actuadoras están juntas 15 mm, el bloque de empuje 22 empuja el bloque móvil 24 alejándolo del gancho 25, y el primer y segundo conjunto de placas actuadoras se separan: el segundo conjunto de placas actuadoras junto con el núcleo móvil de la placa actuadora deja de moverse, mientras que el primer conjunto de placas actuadoras 14 y 15 continúan avanzando. La varilla de reinicio 27 en el primer conjunto de placas de varilla de empuje empuja la placa de empuje 10, empuja con fuerza las piezas de plástico lejos del núcleo de molde móvil 12 y el molde completa un moldeo por inyección.

(2) Extracción y desmolde del núcleo lateral del hilo
El uso de extracción del núcleo interno sólo puede formar hilos segmentados no continuos. Y la superficie interior dejará rastros de líneas de empalme. Las roscas macho con extracción de núcleo externo también dejarán líneas de contacto en la superficie de la rosca, lo que es adecuado para piezas de plástico que no requieren alta precisión.
(3) Desmoldeo de roscas del "Motor de diez engranajes"
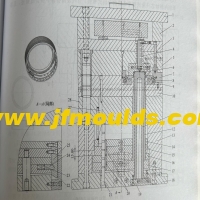
El molde es impulsado por un motor para accionar el engranaje, y luego el engranaje impulsa el núcleo del hilo para desmoldar el núcleo del hilo de la máquina de liberación automática del hilo interno. El núcleo del hilo solo gira, no se mueve axialmente y la pieza de plástico se desprende del molde bajo el empuje del núcleo roscado. El molde es accionado por un motor para accionar el engranaje, y luego el engranaje acciona el mecanismo de liberación automática de rosca externa del desmolde del núcleo roscado, mientras el núcleo roscado gira, mientras se mueve axialmente bajo la guía del manguito guía 10, saliendo de la pieza de plástico. Debido a que el núcleo roscado le dará a la pieza de plástico un gran torque durante el proceso de rotación, cuando se utiliza el desmolde automático del núcleo roscado, la pieza de plástico debe tener una estructura de tope.
(4) Desmolde de rosca "Motor + engranaje helicoidal"
El motor impulsa la transmisión de tornillo sin fin y finalmente impulsa el desmolde del núcleo roscado. Cuando se abre el molde, el control deslizante inclinado de ajuste del molde completa la extracción lateral del núcleo, y luego el motor arranca, el engranaje helicoidal 9 es impulsado por el gusano 10, y luego se impulsa el núcleo roscado 6, y durante el proceso de rotación, la placa de empuje 14 empuja la pieza de plástico lejos del molde bajo la acción del resorte 1.

(5) El hilo "Motor + cadena" no está marcado
El molde utiliza un ejemplo de un motor que impulsa el núcleo roscado a través de una cadena. Las piezas de plástico tienen roscas externas e internas, la rosca interna adopta el mecanismo de liberación automática del núcleo del hilo, la rosca externa adopta un moldeado de extracción del núcleo lateral, debido a la gran fuerza de sujeción de las piezas de plástico al núcleo del modelo, para evitar que las piezas de plástico se peguen al núcleo del modelo 14, el molde adopta una estructura de extracción del núcleo de retardo. El mecanismo de desenroscado del engranaje de transmisión por cadena es adecuado para ocasiones en que se realizan muchas vueltas de hilo, carrera de rotación larga e inconveniente para realizar trasiegos, su desventaja es que el motor no fácil de controlar. Cuando el eje roscado gira en su lugar, es fácil bloquear el eje roscado, por lo que cuando el eje roscado se mueve hacia arriba y hacia abajo, se debe agregar un interruptor de desplazamiento para controlar el motor y se debe agregar un eje impulsado.
(6) Desmoldeo de rosca de tornillo
El mecanismo de desenroscado de varilla en espiral se divide en desenroscado de "engranaje de varilla en espiral" y desenroscado de "diez ruedas dentadas de varilla en espiral". El mecanismo de desenroscado del tornillo consiste en tirar directamente de la varilla del tornillo en el proceso de apertura del molde, para accionar el engranaje o la rueda dentada para desmoldar el núcleo roscado. La varilla en espiral es una pieza estándar, pero esta estructura es más cara y, por lo general, rara vez se utiliza.
(7) Desmoldeo de rosca "cremallera + engranaje"
Un ejemplo de extracción lateral del núcleo de la rosca de la cubierta trasera del teléfono móvil. Al abrir el molde, la columna guía inclinada mueve el control deslizante para tirar del núcleo lateral y, al mismo tiempo, la cremallera 10 ensamblada en el molde fijo empuja el eje del engranaje 12, el eje del engranaje 12 impulsa el engranaje grande 9 para que gire a través de la chaveta plana 8, y el núcleo roscado del engranaje grande 9 gira mientras retrocede bajo la guía de la tuerca guía 6 y se separa lentamente del plástico.
Luego, haga girar el núcleo de hilo 2 y, cuando la matriz esté cerrada, la cremallera 10 impulsa el núcleo de hilo 2 para que se reinicie y el bloque de ajuste de cuña empuja el control deslizante para que se reinicie. Antes de sujetar, la varilla de empuje debe estar en parte para lograr el desmolde automático de la rosca. Devuelto a su posición original, el molde es controlado por un interruptor de carrera 13.
Información relacionada
Diseño de base de molde de inyección (i)
2025-09-26
Diseño de base de molde de inyección (i) La selección de la estructura del molde es de gr ...

Moldes de inyección: los campeones ocultos en la fabricación industrial
2025-07-14
Moldes de inyección: los campeones ocultos en la fabricación industrial En la vasta...
Soluciones para marcas de aire en la posición de salida de agua del molde y arrastrar daños en la posición de salida de agua del marco de la batería
2025-08-27
Soluciones para marcas de aire en la posición de salida de agua del molde y daños por arrastre ...

Piezas de plástico
2025-09-15
Partes de plástico: precisión dimensional de las piezas de plástico La precisión dimensional ...

La nueva tarjeta de visita de "Mold Capital" está completamente iniciada.
2025-06-19
Recientemente, en el sitio de construcción de la Manufactura Inteligente del Molde Huangyan...
Desmoldeo de hilo
2025-11-17
Desmoldeo del hilo (1) Desmoldeo forzado del hilo La estructura del molde del...