El dibujo del molde y la entrada de la puerta
El dibujo del molde y la entrada de la puerta
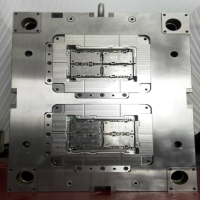
Dibujo de moldes
Fenómeno: los dos productos son productos texturizados y hay un fenómeno de tracción de moho.
Análisis: la velocidad lenta hará que el producto se enfríe demasiado rápido. El cambio de posición es demasiado lento.
Características de las máquinas de moldeo por inyección
Grado: Demag (Ningbo), Fuerza de sujeción: 120T, Capacidad de plastificación: 130 g.
(2) Características del moho
Número de eyección del molde: 1 × 2, método de inyección de pegamento: puerta de punto, método de eyección: expulsión de la placa, temperatura del molde: 90 ° C (máquina de temperatura constante).
(3) Evidencia física del producto
Material: PC+ABC HP5004-100, Color: negro, peso del producto (pieza única): 3.2g, peso de boquilla: 13 g.
(4) Análisis de causas de defectos
1. El canal principal del molde es largo y delgado. El método de entrada de pegamento es entrada de pegamento sumergible. El material fundido fluye cerca de la entrada de pegamento. Debido a la velocidad lenta, la presión local del producto es demasiado grande, lo que resulta en el fenómeno de tirar de moho.
2. Las limitaciones inherentes del equipo en sí han llevado a la incapacidad de mejorar la situación a través del ajuste de la máquina.
(5) contramedidas
Los productos depurados después de reemplazar la máquina Demag 100T están calificados, y la velocidad de inyección de la máquina puede alcanzar 220 mm/s.
Tabla de proceso de moldeo por inyección
Máquina de moldeo por inyección: haitiano 1201T, tornillo tipo B, volumen de inyección 131G | Nombre del producto: marco de batería M169 | ||||
Materias primas: ABS+PC HP5004 | Color: negro | Temperatura de secado: 100 ° C | Método de secado: secador deshumidificante | Tiempo de secado: 4 horas | Uso de material reciclado: 0 |
| Peso del producto terminado: 3.2g × 2 = 6.4g | Nozzle weight: 13g | Mold output: 1×2 | Gate injection method: Point gate | ||
| Barrel temperature | Mold temperature | Use machines | "Settings | "Actual | ||||
| 1 | 2 | 3 | 4 | 5 | before | Water temperature machine | 110°C | 102°C |
| 320°C | 315°C | 315°C | 300°C | / | ||||
| △ | △ | △ | △ | △ | after | Water temperature machine | 110°C | 101°C |
| △ | △ | △ | △ | △ | ||||
| / | 50 | Holding pressure | Pressure-holding position | 100 | 110 | 120 |
| ||
| / | 3 | Holding pressure time | 12 | 12 |  Injection pressure position Injection pressure position | ||||
Residual amount of injection glue | / | 10 | / | 55 | 3 |  Injection velocity Injection velocity | |||
| 7.8 | / | / | / | 12 | 23.5 |  Velocity of fire position Velocity of fire position |
 Injection pressure
Injection pressureIntermediate time | Injection time | Cooling time | The entire duration | Back pressure | Rotational speed | Retraction speed | Material quantity position | Retraction position |
| 1 | 5 | 10 | 25 | 5 | 10 15 10 | 10 | 38 | 3 |
Mold closing protection time | Supervise the feeding time | Clamping force | Ejection length | Ejection times | Rotation position | Blowing delay | Blowing time |
| 1 | 10 | 60 | 45 | 1 | 15 35 38 | / | / |

Molde Co.,Ltd. de Taizhou Jiefeng del coche (jfmoulds.com)
Mold ink flushing
Phenomenon: Ink surges at the gate of the S10 face frame.
Reason: During IML injection molding, the gate of the sheet material often appears transparent.
Analysis: High speed will cause material melting, intensify shearing and generate high temperatures. The ink has poor heat resistance.
Características de las máquinas de moldeo por inyección
Grade: DEMAG (Ningbo), clamping force: 50T, plasticizing capacity: 42g.
(2) Características del moho
Mold ejection number: 1×2, glue injection method: point gate, ejection method: push plate ejection, mold temperature: 70°C (constant temperature machine).
(3) Product characteristics
Material: ABS PA758, Color: Transparent, Product weight (single piece) : 1.5g, sprue weight: 13g.
(4) Análisis de causas de defectos
1.The main channel of the mold is quite large, and the glue inlet method is submersible glue inlet. When the molten material flows near the glue inlet, due to the excessive speed, it causes high shear, resulting in a rapid and instant temperature rise of the molten material.
2. The ink is not resistant to high temperatures, resulting in ink flushing.
(5) contramedidas
1.Utilize multi-level injection and position switching.
2. In the first section, fill the flow channel to the glue inlet at a relatively fast speed and find the corresponding switching position. Then, in the second section, fill the area near the glue inlet at a slow speed and a very small position. In the third section, quickly fill 90% of the mold cavity to prevent the high-temperature molten rubber from cooling. In the fourth section, slowly fill the mold cavity. Finally, switch to the pressure-holding switching position.
Tabla de proceso de moldeo por inyección
Injection molding machine: DEMAG50T, Type B screw, injection capacity 42g | Product Name: Transparent Mirror | ||||
Raw material: ABS PA758 | Color: Transparent | Drying temperature: 70°C | Método de secado: secador deshumidificante | Drying time: 2 hours | Uso de material reciclado: 0 |
| Finished product weight: 1.5g×8=12g | Nozzle weight: 13g | Mold output: 1×8 | Gate injection method: Point gate | ||
Barrel temperature | Mold temperature | Use machines | "Settings | "Actual | ||||
| 1 | 2 | 3 | 4 | 5 | before | Water temperature machine | 70°C | 72°C |
| 260°C | 255°C | 250°C | 210°C | / | ||||
| △ | △ | △ | △ | △ | after | Water temperature machine | 70°C | 71°C |
| △ | △ | △ | △ | △ | ||||
| / | 50 | Holding pressure | Pressure-holding position | 100 | 110 | 120 |  Injection pressure Injection pressure | ||
| / | 3 | Holding pressure time | 12 | 12 |  Injection pressure position Injection pressure position | ||||
Residual amount of injection glue | / | 10 | / | 55 | 3 |  Injection velocity Injection velocity | |||
| 7.8 | / | / | / | 12 | 23.5 |  Velocity of fire position Velocity of fire position |
Intermediate time | Injection time | Cooling time | The entire duration | Back pressure | Rotational speed | Retraction speed | Material quantity position | Retraction position |
| 1 | 5 | 10 | 25 | 5 | 10 15 10 | 10 | 38 | 3 |
Mold closing protection time | Supervise the feeding time | Clamping force | Ejection length | Ejection times | Rotation position | Blowing delay | Blowing time |
| 1 | 10 | 60 | 45 | 1 | 15 35 38 | / | / |
Molde Co.,Ltd. de Taizhou Jiefeng de Mould_Taizhou de la materia (jfmoulds.com)
Información relacionada

Centrarse en la calidad y cultivar profundamente la innovación
2025-07-05
Centrarse en la calidad y profundamente cultivar la innovación en la vida cotidiana, desde el mobi...

Partes estándar de los moldes
2025-07-24
Partes estándar de moldes1 Mold FramePrefabricados Conjuntos de base de molde estándar Oscantos o ...
El dibujo del molde y la entrada de la puerta
2025-08-05
El dibujo del molde y la entrada del fenómeno de dibujo Gatemold: th ...

Tratamiento de superficie de los moldes
2025-07-26
Tratamiento superficial de los moho1. Procesos de tratamiento de superficie común El propósito o ...
La posición en forma de U del molde se llena con líneas de agua y aire atrapado, que se vuelve blanco
2025-08-06
La posición en forma de U del molde está llena de líneas de agua y aire atrapado, que ...

Una colección de procesos de fabricación de moldes, estándares, procesos y casos.
2025-06-19
El diagrama de flujo del proceso es el siguiente: todo tipo de herramientas y productos utilizados en u...